Automatisierte Abläufe
Für die Produktion wird die Maschine mit vorgestanzten, flachen Kartonzuschnitten aus dem Zuschnittmagazin beladen. Diese Zuschnitte werden in der Maschine zu geleimten Displaykartons geformt. Von der vorgelagerten Primärverpackung gelangen die verpackten Einzelprodukte über ein Förderband zur Sekundärverpackung. Im Maschinenmodul Aufrichter wird mittels Abzieher ein Kartonzuschnitt aus dem Magazin mit Vakuumsaugern abgezogen und auf das Shuttle gelegt. Es transportiert den Karton unter den Leimpistolen hindurch über das Ausformwerkzeug, wo es von einer X/Z-Kinematik übernommen wird. Diese Einheit drückt den flachen Zuschnitt zuerst durch das Formwerkzeug und übergibt den zu einem Displaykarton geformten Zuschnitt an das nächste Modul, das CMS (Carton Management System). Der Ablauf dieses Maschinenteils (Equipmentmodul) erfolgt über eine elektronische Kurvenscheibe für synchronisierte Achsbewegungen aus dem Softwarebaukasten Movikit MultiMotion Camming. Ein richtungsabhängiges Nockenschaltwerk steuert die Leimpistolen an. Im Maschinenmodul CMS transportieren zwei Riemen, die mit Vakuumkassetten bestückt sind, abwechselnd einen Karton vom Übergabeplatz am Aufrichter zur Beladeposition und weiter zur Entnahmeposition.

Einfache Inbetriebnahme
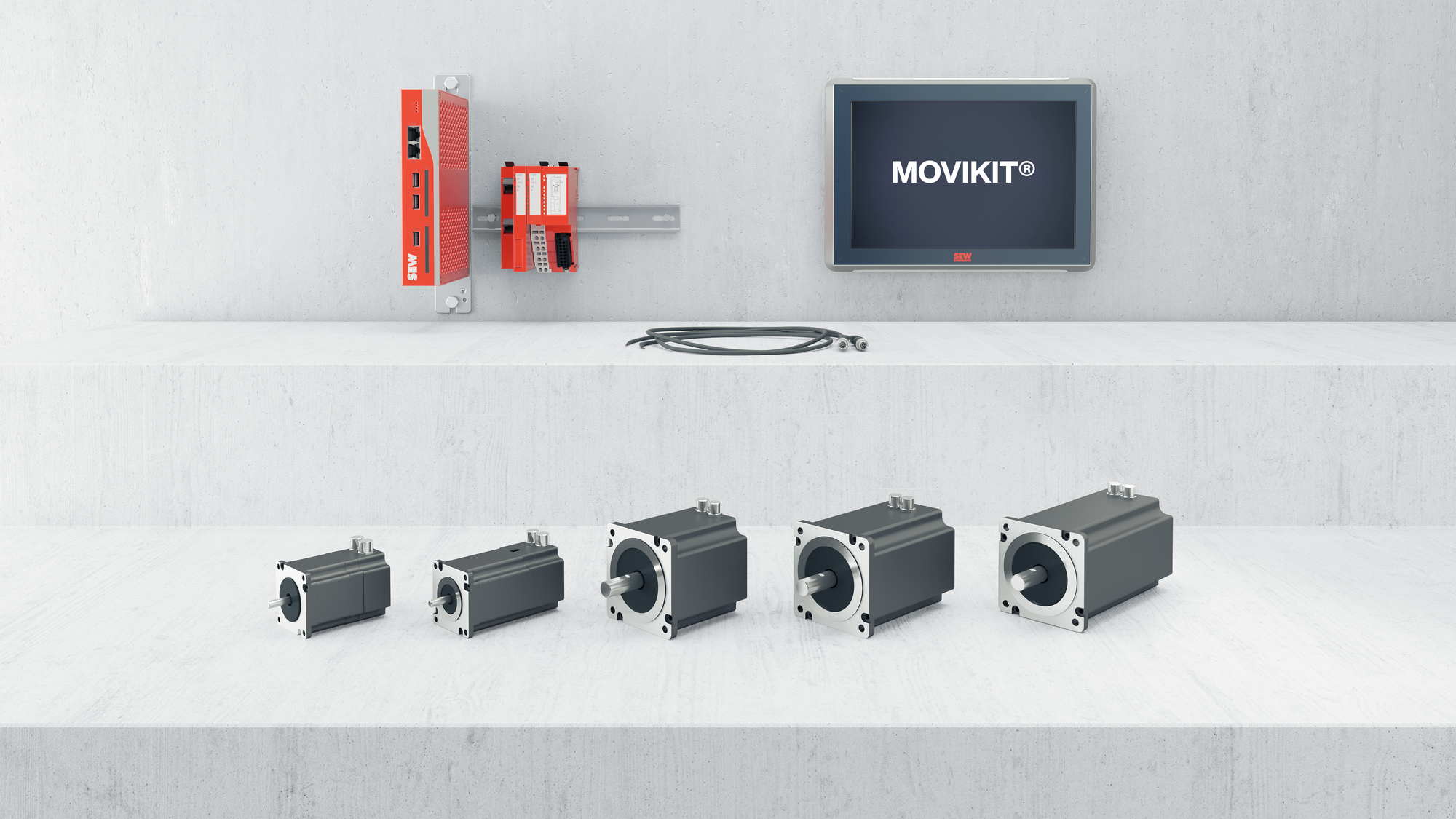
In der Verpackungsmaschine FMC250 übernimmt eine schnelltaktende Fächerkette pro Sekunde vier Einzelprodukte aus einem endlosen Produktstrom. SEW-Eurodrive bietet für Maschinenmodule vorgefertigte Softwarelösungen an. Daher braucht sich der Anwender nicht selbst Gedanken machen, wie er die Fächerkette programmiert. Der Programmierer muss lediglich die Parameter für die Länge der Fächerkette und die Anzahl der Produkte eingeben – alles weitere erledigt das Maschinenmodul zur Ansteuerung der geforderten Antriebsbewegungen.

Deltaroboter für die Endverpackung
In zwei weiteren Arbeitsschritten kommen zwei Deltakinematiken zum Einsatz. Die erste Kinematik übernimmt nach dem Toploader-Prinzip je sechs gruppierte Produkte aus der Fächerkette und setzt die Produkte in den Displaykarton. Nach vier Zyklen ist ein Karton gefüllt und wird zur Entnahmekinematik weitertransportiert. Die zweite Kinematik verschließt über eine spezielle und synchronisierte Bahnkurve den Karton und setzt ihn um 90° gedreht auf das Ausschleuseband um. Die Koordinatentransformationen, die Software und das Teachen hat SEW-Eurodrive übernommen.