Der Einsatz von vorbeugenden Qualitätsinstrumenten verbessert die Produkt-/Prozessqualität und -zuverlässigkeit nachhaltig und wirkt möglichen Problemen vorzeitig entgegen. Diesen Satz finden wir in den meisten Qualitätshandbüchern, die Einführung und Umsetzung in der Praxis ist meist ein langwieriger Prozess mit einigen Stolpersteinen. Neben der FMEA kann die Qualitätsvorausplanung die Methodik QFD – Quality Funktion Deployment, die Kundenorientierung, die Methodik PO – Problemorientierung mittels PO-Matrix oder einen kompletten, aus dem Automotive-Umfeld kommenden Werkzeugkasten APQP – Advanced Product Quality Planning mit verbindlichen Plänen und Richtlinien enthalten.
Motivation Qualitätsvorausplanung und FMEA
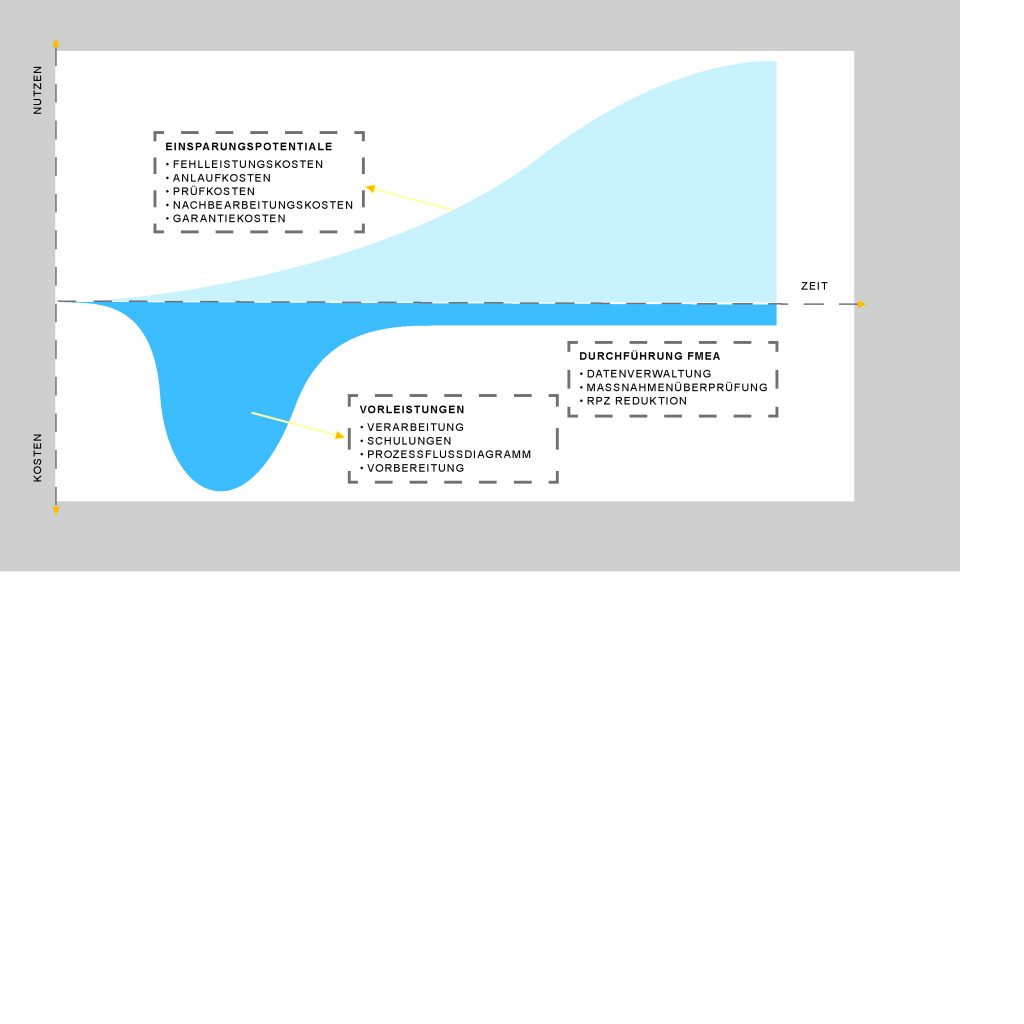
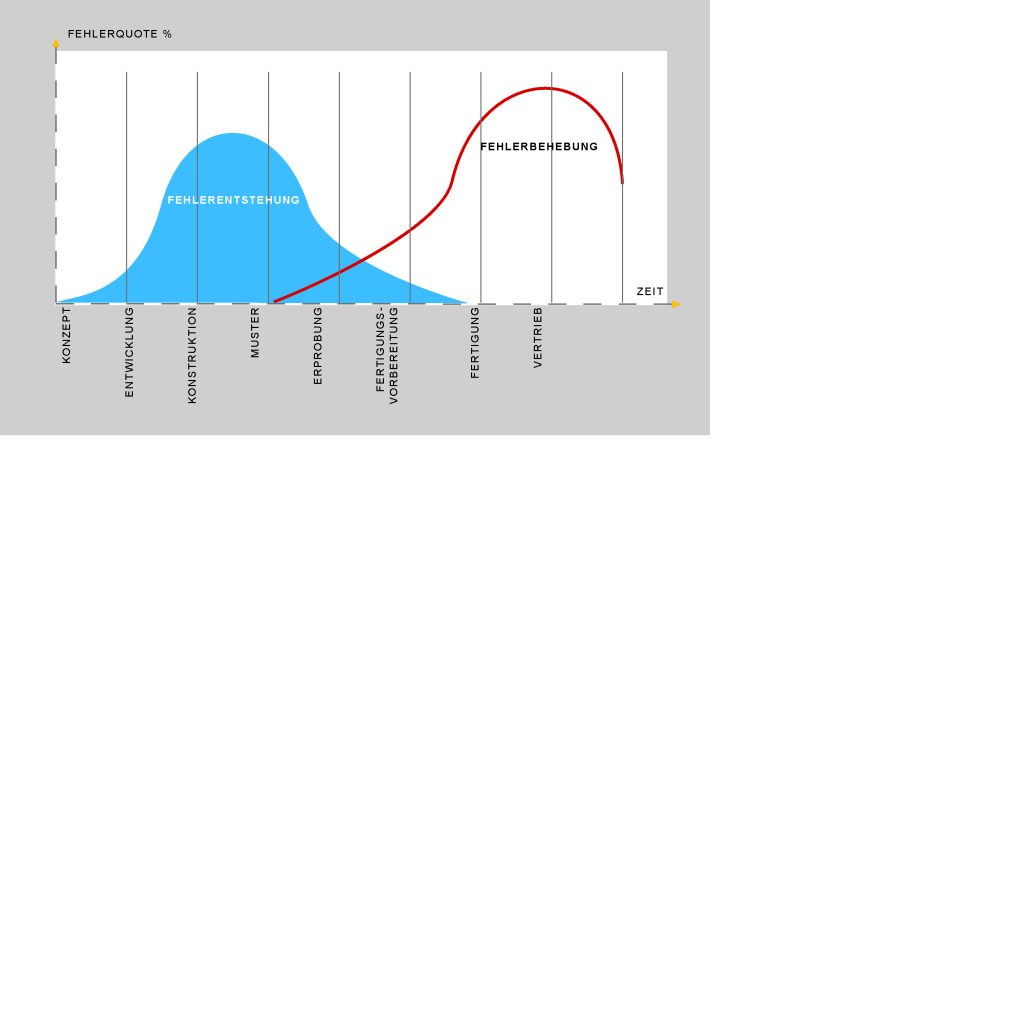
Qualität kostet immer, keine Qualität kostet noch viel mehr. Die Kosten für die Fehlerbehebung am Produkt wachsen bei jedem Entstehungsschritt um den Faktor 10. Diese Aussage ist durch viele Untersuchungen bestätigt und seit langem akzeptiert. Kostet die Überprüfung eines Systemkonzeptes z.B. 1.000 Euro, kann für die Fehlerbehebung in der Entwicklungsphase bereits 10.000 Euro angesetzt werden. Wird ein potentieller Fehler beim Produktionsanlauf festgestellt, so schlägt dies bereits mit 100.000 Euro zu Buche. Tritt der Fehler erst beim Kunden auf, so ergeben sich für die Fehlerbehebung schnell siebenstellige Beträge. Aufwand und Geld sollte nicht zur Fehlerkorrektur in der Fertigung und im Feld eingesetzt werden, sondern für die Fehlervermeidung im Rahmen der vorbeugenden Qualitätssicherung, in der Entwicklung und Fertigungsvorbereitung! Jedoch ist nicht jeder Fehler gleichbedeutend in seiner Auswirkung und nicht jeder Fehler tritt in derselben Wahrscheinlichkeit auf. Hier kommt die FMEA – Fehlermöglichkeit und Eintrittsanalyse (im englischen Failure Mode and Effects Analysis) – ins Spiel.
Grundlagen der FMEA
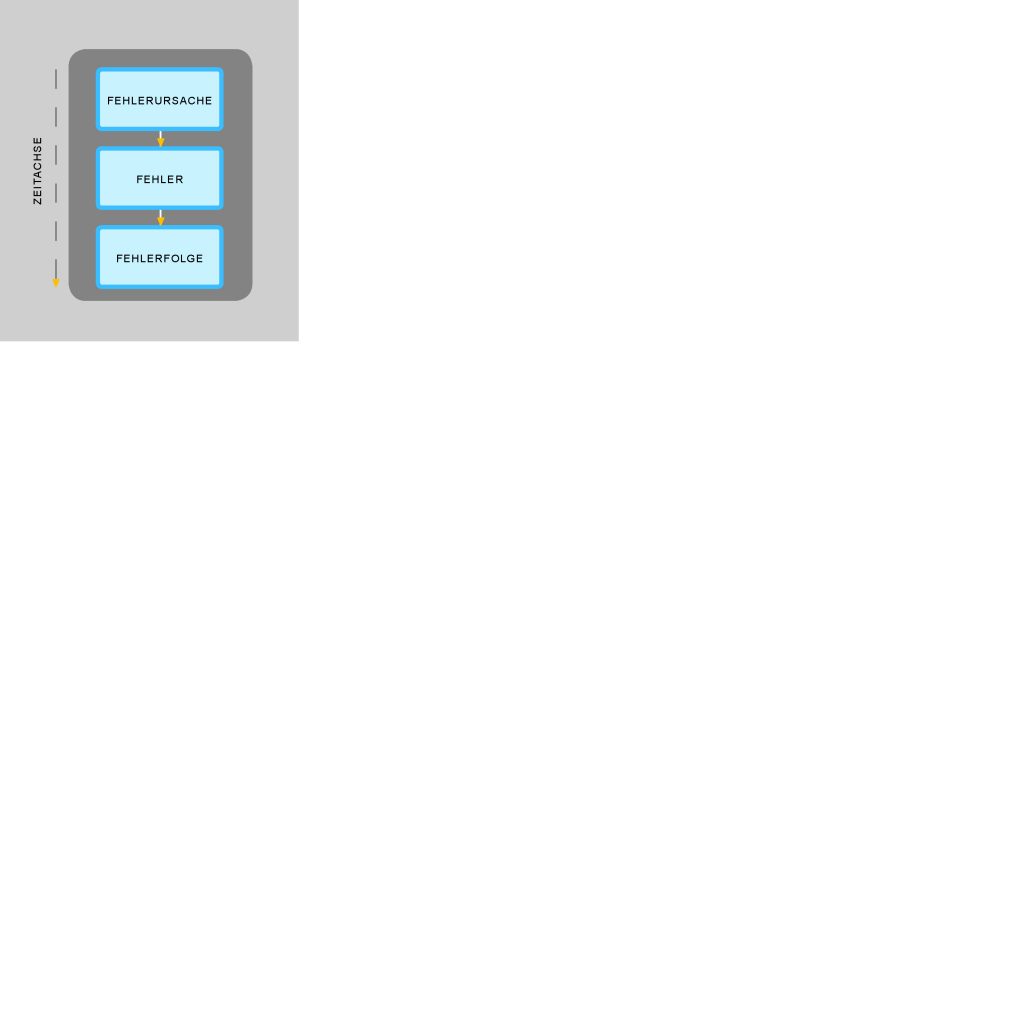
Die FMEA dient der Erkennung der Fehlerorte, möglicher Fehler, deren Auswirkungen und derer zugrundeliegenden Ursachen. Das Ziel einer FMEA ist zum einen das präventive Erkennen der Zusammenhänge von potentiellen Fehlern, Ursachen und Folgen und die Priorisierung der Ursache-Wirkungs-Ketten bezüglich ihres Risikos. Zum anderen die präventive Einleitung von Abstellmaßnahmen für Ursache-Wirkungs-Ketten mit hohem Risiko. Oder mit anderen Worten, das gedankliche ‚Abklopfen‘ eines bestehenden/neuen Produktes oder Prozesses auf mögliche Schwachstellen – „Was könnte passieren?“ – „Was ist schon einmal in vergleichbaren Projekten/Prozessen passiert?“ – und die Sicherstellung, dass die gefundenen Schwachstellen eliminiert werden. Das grundlegende Prinzip einer FMEA ist die Verknüpfung eines Fehlers mit seinen Ursachen und Auswirkungen.
Risikopriorität
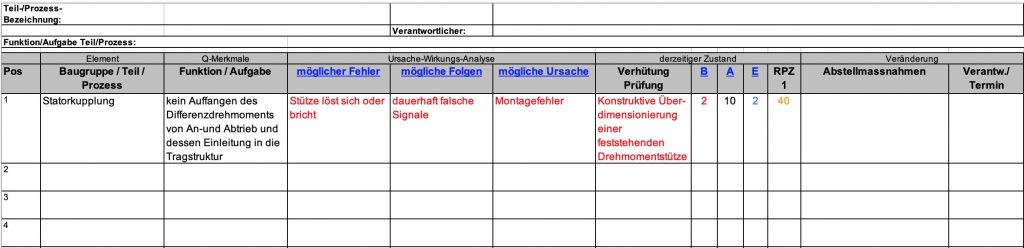
Dies soll an einem praktischen Beispiel aus der Antriebstechnik illustriert werden: Ein Drehgeber wird mit Hilfe einer Statorkupplung am Motor befestigt. Durch eine falsche Montage der Statorkupplung (Fehlerursache) kann sich die Statorkupplung lösen oder gar brechen (Fehler) und zu dauerhaft falschen Signalen (Fehlerfolge) führen. Die Bewertung der Ursache-Wirkungs-Kette erfolgt über die Risikoprioritätszahl RPZ. Diese ist die Multiplikation der Bedeutung der Fehlerfolgen aus Kundensicht (B), die Auftretenswahrscheinlichkeit eines Fehlers mit einer bestimmten Fehlerursache (A) und der Entdeckungswahrscheinlichkeit eines Fehlers mit einer bestimmten Ursache (E), wobei die Bewertung anhand eines Bewertungskataloges von 1 bis 10 erfolgt (Abb. 3).