LWL-Komponenten – wie konfektionierte Steckverbinder oder Patchkabel – werden üblicherweise in der Produktion oder im Labor mittels Dämpfungsmessgeräten gemessen. Die ermittelten Werte werden den überprüften Artikeln beigefügt, um für den Endanwender die Qualität zu dokumentieren. Werden diese Komponenten nun im Feld verlegt und anschließend erneut gemessen, werden häufig andere Messwerte angezeigt als die dokumentierten Werte des Herstellers. Nicht selten weichen die Werte sogar mehr als 50 Prozent von den dokumentierten Werten ab.
Identische Messbedingungen reduzieren Abweichungen
Zur Messung der Einfügedämpfung (IL = Insertion Loss) von LWL-Komponenten existieren zahlreiche Methoden. Haben Hersteller und Anwender vor, die Ergebnisabweichung für Multimode-Komponenten zu reduzieren, sind identische Einkoppelbedingungen während der Messung zu beachten. Hierdurch lässt sich die Messunsicherheit auf bis zu zehn Prozent reduzieren. Zunächst sollte sowohl für das Sendegerät – also die Lichtquelle – als auch für den Empfänger garantiert sein, dass diese gültige Kalibrierzertifikate aufweisen und einen zuverlässigen und stabilen Messvorgang erlauben. Damit sich Sender und Empfänger verstehen, muss die richtige Wellenlänge eingestellt und auf das übrige Messequipment sowie auf die zu prüfenden LWL-Komponenten abgestimmt sein. Definierte Messkabel und -kupplungen ermöglichen zuverlässige und reproduzierbare Messergebnisse. Die hochwertigen Messkabel verfügen über Referenzsteckverbinder, die mit geringen Toleranzen für Geometrien und Ferrulenmaße gefertigt wurden. Als Messkupplungen eignen sich Kupplungen mit einer eng tolerierten Keramikführungshülse. Bevor die Messkabel an die Prüflinge angeschlossen werden, sollte unbedingt kontrolliert werden, ob die Stirnflächen der Steckverbinder sauber und unbeschädigt sind. Gerade beschädigte oder verschmutzte Stirnoberflächen führen häufig zu Folgeverschmutzungen, Folgeschädigungen und sogar zum Ausfall der LWL-Komponenten. Aus diesem Grund ist es wichtig, die Steckverbinder der Messkabel sowie die Steckverbinder der zu messenden LWL-Komponenten zu inspizieren und ggf. zu reinigen. Die Steckverbinder dürfen erst gesteckt werden, wenn alle Steckverbinder und Messkupplungen inspiziert, sauber und unbeschädigt sind. Beschrieben ist die visuelle Inspektion von LWL-Steckverbindern in der Norm EN61300-3-35.

Halbleiter-Laser als neuer Standard
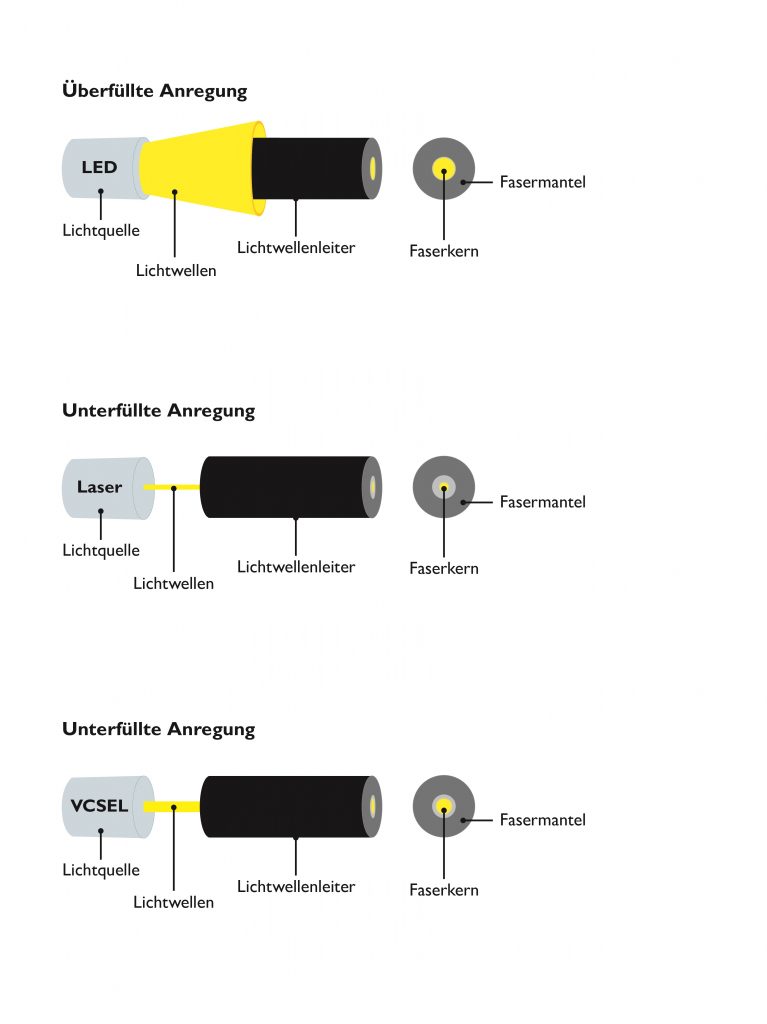
Werden die zuvor beschriebenen Voraussetzungen erfüllt, können bei Multimode-Komponenten noch immer große Abweichungen der gemessenen Einfügedämpfungswerte auftreten. Diese Abweichungen kommen durch unterschiedliche Messgeräte zustande, da im Feld in aller Regel andere Messgeräte verwendet werden als in der Fertigung oder im Labor. Die entsprechenden Sender verfügen daher auch über unterschiedliche Lichtquellen, die wiederum unterschiedliche Lichtverhältnisse produzieren. Gerade bei Multimode-Messungen an Quarzglas-Lichtwellenleitern G50/125µm und G62,5/125µm wirken sich diese unterschiedlichen Lichtverhältnisse in den Messergebnissen der Einfügedämpfung aus. Wichtige Einflussgrößen sind hier Lichtmenge und Modenverteilung – sie unterscheiden sich je nach Art der verwendeten Lichtquelle. In den Anfangsjahren der LWL-Messtechnik wurde mittels Licht-emittierender Dioden (LED = light-emitting diode) Licht in den Multimode-Lichtwellenleiter eingekoppelt. Heute kommen überwiegend Oberflächen-emitierende Halbleiter-Laser (VCSEL = vertical-cavity surface-emitting laser) zur Messung von Quarzglas-Multimode-Fasern G50/125µm – z.B. in den Kategorien OM3 und OM4 – zum Einsatz. Während LED-Lichtquellen einen breiten Lichtstrahl bei überfüllter Anregung erzeugen, geht von Laser-Lichtquellen ein schlanker gerichteter Lichtstrahl bei unterfüllter Anregung aus. In den zurückliegenden Jahren wurden unterschiedliche Methoden zur Definition der Lichtverteilung beschrieben und als Multimode-Anregungsbedingungen in Normen festgelegt. Da sich in Multimode-Fasern das Licht in unterschiedlichen Moden ausbreitet, kommt der Eliminierung der unstabilen Moden höherer Ordnung eine besondere Bedeutung für reproduzierbare Messergebnisse zu. Eine vergleichsweise einfache technische Lösung bieten sogenannte Glasfaser-Wickeldorne. Das Wirkprinzip der Wickeldorne beruht auf der unterschiedlichen Streuung der Lichtmoden. Während sich die Moden niedriger Ordnung stabil längs entlang des Glasfaserkerns ausbreiten, streuen die Moden höherer Ordnung v.a. bei stark gekrümmten Lichtwellenleitern. Diese Krümmung wird mittels Wickeldorn erreicht. Die umhüllte oder ummantelte Multimode-Glasfaser wird mehrfach um eine solche Spindel mit einem definierten Durchmesser gewunden. Da der Wickeldurchmesser in Abhängigkeit der gewählten Norm für die gleiche Faserstärke unterschiedlich vorgegeben wird, können aber noch immer unterschiedliche Lichtverhältnisse an der Einkoppelstelle der zu messenden LWL-Komponente (DUT = Device under Test) auftreten. Somit ist die tatsächliche Anregung an der Einkoppelstelle unbekannt.

Neue Spezifikation für die Lichtverteilung
Um auch diese Unsicherheit zu eliminieren, haben die Experten der internationalen Normungsgremien die Bedingungen für die Lichtverteilung an der Einkoppelstelle neu definiert. Das Ergebnis: der eingeschlossene Strahlungsfluss (EF = Encircled Flux). Die Standardisierung fordert diese Anregungsbedingung nicht an der Einkoppelstelle vom Sender in das Sendekabel, sondern an der Einkoppelstelle zur geprüften LWL-Komponente – also am Ausgang des Sendekabels. Somit wird diese spezifizierte Anregungsbedingung direkt in die zu messende LWL-Komponente eingespeist. Die Spezifikationen sind im Standard EN61280-4-1 beschrieben und legen die Anregungsbedingungen im Wesentlichen für die Multimode-Fasern G50/125µm und G62,5/125µm bei den Wellenlängen 850nm und 1.300nm fest. Der eingeschlossene Strahlungsfluss lässt sich durch Anschluss eines Mode-Controllers oder eines sogenannten Encircled Flux Mode Conditioners erzeugen und durch eine Nahfeldmessung mit einem geeigneten Nahfeldmessgerät überprüfen.








