Das Unternehmen Poppe + Potthoff beschäftigt sich mit maßhaltigen Präzisionsstahlrohren. Zum Fertigungsprogramm gehören u.a. Rund-, Profil-, Ring-, Kapillar- und Kettenrohre. Allen gemeinsam ist die hohe Qualität und Maßhaltigkeit der Rohre, die oft in anspruchsvollen Anwendungen zum Einsatz kommen – z.B. in Einspritzleitungen von Motoren.

Präzision beim Ziehen
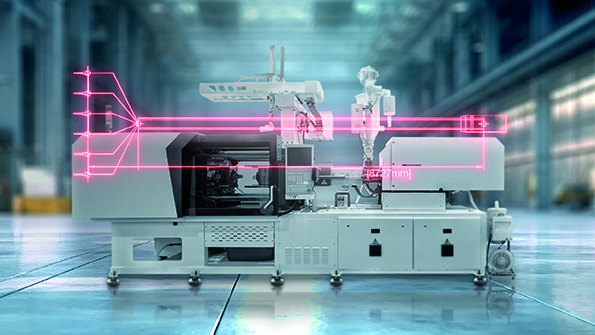
Der entscheidende Produktionsschritt in der Fertigung nahtloser Präzisionsrohre ist das Ziehen, bei dem Brammen durch eine ringförmige Matrize geführt und zu Rohren umgeformt werden. Das Unternehmen ist in der Lage, allein durch diesen Prozess Rohre in ISO-Toleranzklasse H9 zu erzeugen. Bei Rohren mit einem Außendurchmesser von 5 bis 60mm ließen sich die Maßtoleranzen kürzlich sogar bis zur Klasse H8 reduzieren. Grund dafür ist ein gezieltes Monitoring der Werkzeuge und Ziehprozesse, das eine maßgenauere Fertigung erlaubt. Die Erzielung noch engerer Toleranzen ist zwar aufwendig, aber im Vergleich zu anderen Verfahren preislich interessant. Für die Kunden ergeben sich daraus große Vorteile, da bisher notwendige Nachbearbeitungsschritte entfallen. Die höhere Präzision ist auch auf die Ergebnisse des it’s OWL-Projektes InveRse zurückzuführen, bei dem Poppe + Potthoff zusammen mit dem Fraunhofer Institut für Entwurfstechnik Mechatronik IEM eine Ziehanlage für nahtlose kaltgezogene Präzisionsstahlrohre mess- und steuerungstechnisch auf den neuesten Stand gebracht hat. Ziel dabei war die Mechatronisierung der Anlage.

Erster Schritt: Erfassung des Ist-Zustandes
Am Beginn des Projektes stand eine Systemanalyse zur Ermittlung des Ausgangszustandes und der Potenziale zur Verbesserung. Daraus wurde eine Umsetzungsempfehlung entwickelt, mit der die ermittelten Verbesserungspotenziale schrittweise erschlossen werden sollen. Drittens schließlich sollen die empfohlenen Maßnahmen exemplarisch an einer Demonstratoranlage implementiert werden. Als langfristiges Ziel definierten die Projektbeteiligten, die prozess- und qualitätsrelevanten Daten zu erfassen, um die Prozesssicherheit und Produktivität zu erhöhen, Ausschussquoten zu reduzieren und die Einflussfaktoren auf das Prozessergebnis genau zu ermitteln und zu steuern.
Prozessübergreifende Datenanalyse
Eine umfassende Potenziallandkarte ergab insgesamt 83 Potenziale zur Verbesserung, wobei die Experten auch die wechselseitigen Abhängigkeiten der Parameter und der Potenziale betrachteten. Die Potenziale, die erschlossen werden sollten, wurden in eine Zeitachse gebracht und werden nun, Schritt für Schritt, bis 2018 abgearbeitet. Ziel ist es, am Ende des Projektes in der Anlagensteuerung sowie dezentral an jedem netzwerkfähigen Rechner oder mobilen Endgerät die wichtigsten Daten über Anlagenzustände und Prozesseinstellungen zu visualisieren und auszuwerten sowie regelungstechnisch einzugreifen. Eine zeitnahe, quasi-online Reaktion auf ungewollte Systemzustände, wie Störungen und Stillstände, soll sich so ermöglichen und z.B. ein sich anbahnender Verschleiß durch vorbeugende Instandhaltung beheben lassen. Zu den Maßnahmen, die in der Umsetzplanung festgehalten sind, gehören z.B. die Installation einer neuen Steuerung und einer neuen Mensch/Maschine-Schnittstelle, die Erfassung typischer Unregelmäßigkeiten wie Rappler und Schlepper sowie die prozessbegleitende Erfassung von Durchmesser und Geradheit der Rohre während des Ziehprozesses.