
Ein kartesisches Dreiachssystem, ein Drehtisch, ein Stapelmagazin und ein Bearbeitungszentrum – das sind die wichtigsten Bestandteile einer neuen Fertigungszelle von König Automatisierungstechnik. Mit nur geringem Umrüstaufwand lässt sich die Zelle für die Serienproduktion unterschiedlicher Teile einsetzen und erreicht trotzdem einen hohen Durchsatz. Die Automatisierung ist so ausgelegt, dass die Zelle mit einer Zykluszeit von 15 Sekunden arbeiten kann. Bei dieser Taktgeschwindigkeit wird die Bearbeitungsmaschine nicht ausgebremst und es können hohe Spindellaufzeiten erreicht werden. In der Praxis sind die Bearbeitungszeiten pro Teil in der Regel wesentlich höher, sodass die Automatisierungslösung in diesen Fällen sogar mehrere Werkzeugmaschinen gleichzeitig mit Rohteilen versorgen bzw. die anfallenden Fertigteile abtransportieren kann.

Dreiachssystem im Zentrum
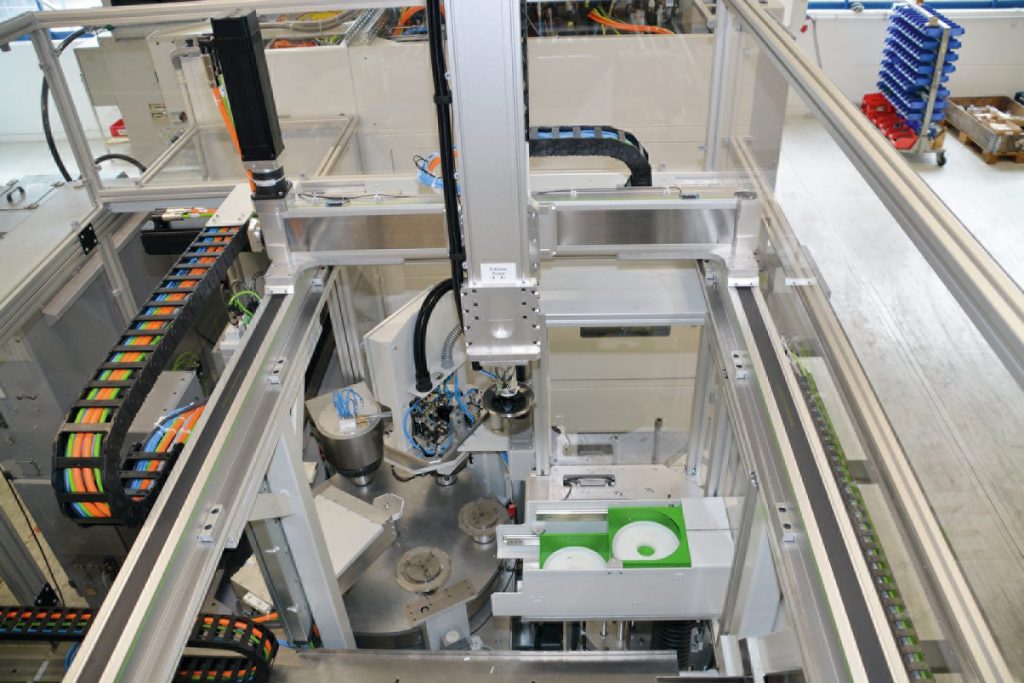
Den Zu- und Abtransport der Werkstücke übernimmt ein kartesisches Dreiachssystem, das komplett aus Komponenten von Hiwin aufgebaut ist. Es holt die zu bearbeitenden Halbzeuge aus einem von außen zugänglichen, über Lichtgitter abgesicherten Stapelmagazin und platziert sie auf einem Rundtisch. Der Rundtisch übergibt sie in dem folgenden Takt an das Ladesystem, das die Beschickung der Drehmaschine sowie die Entnahme und den Rücktransport der fertig bearbeiteten Teile zum Rundtisch übernimmt. Dort angekommen durchlaufen die fertig bearbeiteten Werkstücke mehrere Stationen. Zunächst eine Reinigungsstation, dann im nächsten Takt eine Messstation. Die dort erfassten Daten dienen nicht nur der lückenlosen Dokumentation, sondern werden von der Steuerung der Drehmaschine auch zur Trendkorrektur herangezogen. Die statistische Auswertung findet dabei für jede verkettete Drehmaschine separat statt. Nach der Messung kann das Teil eine weitere Station durchlaufen, etwa zur Aufbringung eines QR-Codes. Als gut erkannte Fertigteile werden abschließend durch das Portal vom Rundtisch übernommen und in einen Waschkorb oder Warenträger im Palettierer abgelegt. Die auf Bodenrollern gestapelten Warenträger sind für den Maschinenbediener einfach zugänglich, dass dieser in kürzester Zeit volle Körbe entnehmen und neues Leergut einstellen kann. Schlecht-Teile werden über einen Auswurfschacht ausgeschleust, manuell überprüft und die aufgetretenen Fehlerbilder analysiert.

Einsatz rund um die Uhr
Bereits sechs Fertigungszellen auf Basis dieses neuen Konzepts sind in den Werkshallen von König Automotive aufgestellt, einem Lohnfertiger für Automobilzulieferer, aus dem König Automatisierungstechnik 2018 als eigenständig agierendes Unternehmen hervorgegangen ist. Derzeit werden auf den Linien in vier Schichten Komponenten für ein CVT-Getriebe gefertigt. Aufgrund des hohen Automatisierungsgrads kann ein Mitarbeiter drei Linien mit jeweils zwei Drehmaschinen bedienen. „Wir stehen da aber noch ganz am Anfang des Projekts. Da ist noch Optimierungspotenzial“, sagt Tobias Hauser, Konstruktionsleiter bei der König Automatisierungstechnik. „Bei anderen Anlagen haben wir mit Hilfe von Robotern erreicht, dass auf einen Maschinenbediener zehn Drehmaschinen kommen. Das ist auch hier langfristig unser Ziel.“ Beim Handling der Werkstücke in der Fertigungszelle hat sich Hersteller von Anfang an gegen den Einsatz eines Roboters entschieden. Aus gutem Grund, wie Hauser erläutert: „Ein Roboter ist schwer, nimmt viel Platz ein, erfordert pro Schicht einen Experten falls Probleme auftreten und ist nicht zuletzt teuer.“
Reduzierter Montage- und Inbetriebnahmeaufwand
Zu Beginn des Projekts hatte Hauser für die Handhabung der Werkstücke innerhalb der Fertigungszelle noch ein kartesisches System nach klassischem Aufbau im Sinn, bei dem Profilschienenführungen auf einem stabilen Maschinenbett gelagert werden und die Linearbewegung in X- und Y-Richtung mit Kugelgewindetrieben erzeugt wird. Im Rahmen der Selektion der passenden Produkte diskutierte Hauser mit dem zuständigen Hiwin-Mitarbeiter die angedachte Konstruktion. Dieser riet aber letztlich aus mehreren Gründen davon ab: Bei dem benötigten Hub von 800mm wäre die biegekritische Drehzahl bei der angestrebten Taktzeit überschritten worden. Zudem hätte die Lösung eine relativ hohe Anzahl an Komponenten mit entsprechend hohem Montage- und Ausrichtungsaufwand erfordert, weshalb Hiwin die Verwendung des Dreiachssystems vorschlug. Es besteht im Kern aus einer Doppelachse HD (X) und zwei Lineartischen HT-B (Y und Z). „Wir sind der Empfehlung gefolgt und haben uns für das Zweiachssystem entschieden“, erzählt Hauser. „Ein wichtiger Aspekt neben Robustheit und Qualität dabei ist, dass das es besonders wartungsfreundlich aufgebaut ist. So kann z.B. der Zahnriemen bei Verschleiß einfach von uns getauscht werden.“ Ein weiterer Pluspunkt ist das robuste Abdeckband aus rostfreiem Stahl, das bei Hiwin-Achsen als Option zur Verfügung steht. Dadurch wird das Innere der Achse sicher vor Spänen und Kühlschmiermittel geschützt, was die Lebensdauer erhöht. Zudem sind – anders als bei einem Roboter, bei dem dafür in der Regel spezielles Knowhow erforderlich ist – bei Bedarf auch Schichtleiter in der Lage, eine Referenzierung der Achsen in Eigenregie vorzunehmen, was der Verfügbarkeit zu Gute kommt.








