Die Nähmaschinenfabrik Emil Stutznäcker aus Köln fertigt seit mehr als 140 Jahren Nähmaschinen für die industrielle Steppung. Doch was macht eine gute Naht aus? „Sie muss immer gleich sein“, erklärt Olaf Offergeld aus der Elektronikentwicklung des Familienunternehmens treffend wie knapp. Gleich bedeutet zum Beispiel, den Faden bei jedem Stich immer mit der exakt gleichen Fadenspannung auf dem Material zu führen. Auch Fehlstiche beeinträchtigen die Qualität und sind die Folge ausgelassener Knoten auf der Unterseite.

Konstantes Nahtbild bei 3.000 Stichen pro Minute
Ausgelassene Knoten beim Steppstich werden auf der Oberseite sichtbar durch doppelte oder mehrfache Stichlängen. Die Ursache dafür kann unter anderem durch eine mangelnde Synchronität zwischen der Nadel des Nähkopfes und dem Greifer der Unterfadenspule hervorgerufen werden. Für beide Funktionen setzen die Kölner Antriebsregler der Reihe ARS 2000 SE von Metronix aus Braunschweig ein. „Die Servos haben wir mit Motoren und Getrieben zu einer Gesamtlösung kombiniert“, erzählt Thomas Hindrichs, Geschäftsführer des Ingenieurbüros Peter Hindrichs, einem langjährigen Engineering-Partner von Metronix. Bei den Anlagen der Nähmaschinenfabrik bestand die Herausforderung darin, eine Antriebsregelung zu konzipieren, die bei 3.000 Umdrehungen in der Minute eine Winkelgradabweichung im Verbund von unter 0,5 Grad erreicht. „Liegen wir darüber, nähen wir nicht mehr sicher“, meint Offergeld. „Der Greifer muss genau dann zur Stelle sein, wenn der Nadelfaden in der Aufwärtsbewegung eine Schlinge gebildet hat.“ Die gebotene Präzision ist auch dann gefragt, um in den Vielnadelnähmaschinen Produktionsgeschwindigkeiten bis 1.700 Stichen in der Minute zu erreichen. „Bei einer Stichlänge von fünf Millimetern sind das achteinhalb Meter Naht pro Minute“, verdeutlicht Offergeld.

Dicke und dünne Füllmaterialien verarbeiten
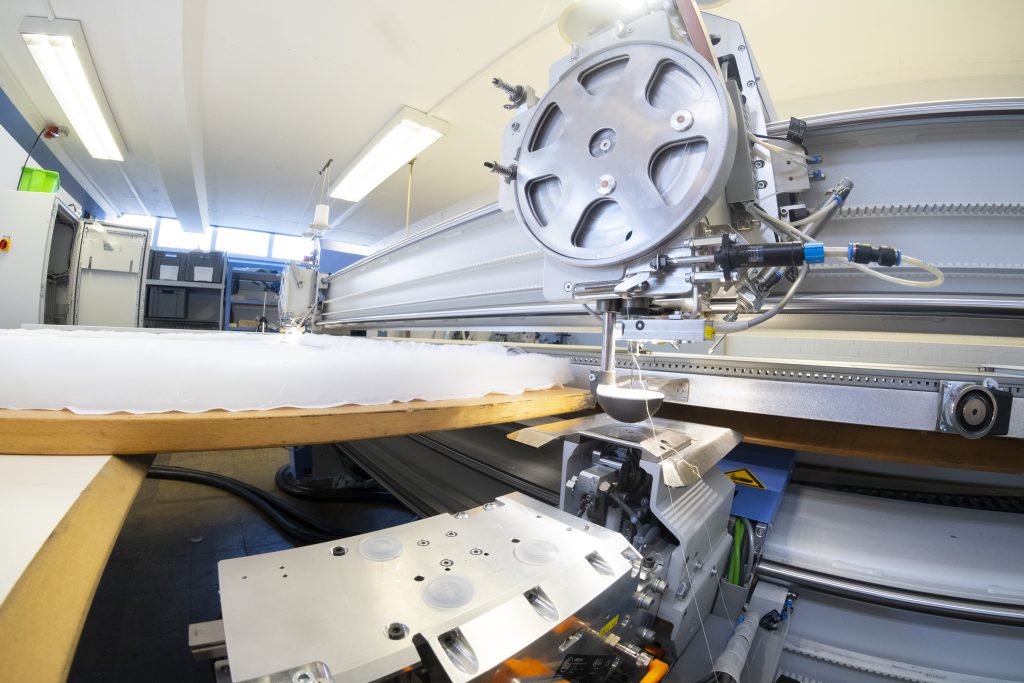
Bei einer weiteren Maschine hat das Ingenieurbüro die angetriebenen Nähköpfe in einen mehrachskoordinierten CNC-Verbund gebracht. Für die interpolierende Positionierung kommen ebenfalls ARS-2000-SE-Regler zum Einsatz. Die Besonderheit dieser Anlage besteht vor allem darin, besonders dicke, schwere aber auch dünne Füllmaterialien flexibel verarbeiten zu können. Bis zu zwei Nähköpfe sind auf dem Oberportal installiert, die Unterfadenführung folgt auf der Unterseite des Gewebes mit einer präzisen Linienführung. Der Greifer muss also nicht zur exakten Zeit zur Stelle sein, nachdem die Nadel das Gewebe durchdrungen hat, sondern auch hochpräzise. Bis zu acht Servoachsen arbeiten dafür im Verbund. Aus Sicht der Antriebstechnik steckt dahinter eine sehr anspruchsvolle Regelung. Die Metronix-Servoregler können hier vor allem mit ihren kurzen Abtastzeiten von unter 32µsec im Stromregler punkten. Hindrichs schätzt die Regler in mehrachskoordinierten Motion Control Anwendungen, weil sie sich zudem sehr vielseitig einsetzen lassen: „Wir können damit flexibel auch auf ganz spezielle Kundenwünsche eingehen“. Dabei mache die Parametriersoftware ServoCommander das Engineering vergleichsweise einfach. Zumal die ARS 2000 SE ohne Kauf von Optionskarten mit fast allen Gebersystemen klar kommen. Unerheblich sei ebenfalls, welcher Motor letztlich auf der Aktorikseite angeschlossen ist: z.B. Linearantrieb, Torquemotor oder Synchronservo.
Einfache Kodierung im Achsverbund
Eingebunden sind die bis zu acht Servoregler einer Nähmaschine per CAN-Kommunikation in die CNC-Steuerung. Jede Achse erhält dabei eine definierte Knotennummer. Sie weist dem Regler seinen festen Platz innerhalb des Antriebsverbundes zu – sowohl räumlich, als auch funktional. Realisiert ist die Aufgabenzuordnung über eine binäre Kodierung im Anschlussstecker. Dieses Konzept – die Antriebsregler unabhängig von ihrer jeweiligen Aufgabe standardisieren zu können – hat in der Praxis große Vorteile. Sämtliche in den Nähmaschinen auftretenden Parametersätze sind auf der im Gerät integrierten SD-Karte gespeichert. Die Kodierung im Stecker sorgt beim Booten der Geräte dafür, dass der für die Applikation passende Parametersatz geladen wird. Die Trennung der Reglerhardware von der Antriebssoftware bringt für die Nähmaschinenbauer auch im Ersatzteilgeschäft hohen Mehrwert. „Es kann nicht mehr passieren, dass Regler mit einem bestimmten Parametersatz verschickt wird, der dann doch nicht passt“, betont Offergeld. Zudem können sich die Kunden von Stutznäcker Ersatz aufs Lager legen, der nicht funktional gebunden ist. Eine mögliche Gerätevarianz wird lediglich von der Leistungsklasse erzeugt und nicht von der Parametrierung.






