Das Freiformschmieden umfasst eine Reihe von verschiedenen Umformverfahren. Denen ist gemein, dass die finale Form des bis auf deutlich über 1.000°C erhitzten Metallwerkstückes nicht aus der Form des Werkzeuges resultiert. Ein oftmals geometrisch einfaches Werkzeug wird in der Regel relativ zum Werkstück bewegt und formt das Werkstück durch wiederholte Druckeinwirkung lokal um. Das Ganze passiert schrittweise. Unternehmen nutzen das Freiformschmieden für die Produktion von Halbzeugen aus gegossenen Rohlingen. Es bietet den Vorteil, Materialeigenschaften und -formen gezielt zu beeinflussen. Dank des Prozesses lassen sich aber auch Lunker und Poren schließen, die nach dem Guss entstanden sind. Vieles, was bisher in diesem Zusammenhang in den Fertigungshallen geschah, beruhte zu großen Teilen auf Erfahrungen. Angesichts der Abwesenheit gesicherter Daten und Parameter schwankten die Ergebnisse mit Blick auf die Qualität der Produkte bisweilen stark. Zudem sollen natürlich auch Energie, Zeit und damit Kosten gespart sowie Ressourcen optimal ausgenutzt werden. Im Speziellen bedeutet dies das möglichst effiziente Nutzen der vorhandenen Wärme, das Erstellen optimierter Stichpläne und das Senken der Aufheizdauer.
Assistenzsystem misst parallel zum Prozess
Das vom IBF entwickelte Assistenzsystem sorgt für die notwendige Zuverlässigkeit beim Freiformschmieden. Es beruht auf der Idee, Geometrie und Temperatur des Bauteils parallel zum Prozess zu messen. Zu diesem Zweck lassen sich verschiedene Messgeräte, die Schmiedepresse und der Manipulator (das Werkzeug zur Bearbeitung des Bauteils) synchron aufeinander abstimmen. Die Ist-Eigenschaften sollen anhand von Live-Berechnungen mit den geforderten Eigenschaften in Sekundenschnelle verglichen werden. Für einen einfachen Reckschmiedeprozess genügt beispielsweise eine Rechenzeit von rund einer Sekunde. Weicht das Ergebnis von den Zielparametern ab, muss die Robotersteuerung für Presse und Manipulator angepasst werden. Dies wiederholt sich so oft, bis die Soll-Werte erreicht sind. Im Rahmen dieses komplexen Prozesses kommt der Temperatur eine entscheidende Rolle zu. Ist sie zu niedrig, bilden sich durch die einwirkenden massiven Kräfte Risse im Bauteil. Zu hohe Temperaturen hingegen fördern ein Kornwachstum des jeweiligen Materials. Gewollt ist jedoch eine Mikrostruktur mit geringen Korngrößen. Das Schmiedefenster, der Bereich der idealen Prozesstemperaturen, hängt stark vom Werkstoff ab. „Anspruchsvolle Werkstoffe wie Nickelbasislegierungen haben ein Schmiedefenster von etwa 50K“, sagt Fridtjof Rudolph vom IBF. „Der Großteil der Schmiedeprodukte wird allerdings aus Vergütungsstählen hergestellt, die ein Schmiedefenster von etwa 300K haben.“
Hohe geometrische Auflösung zur Kantenerkennung
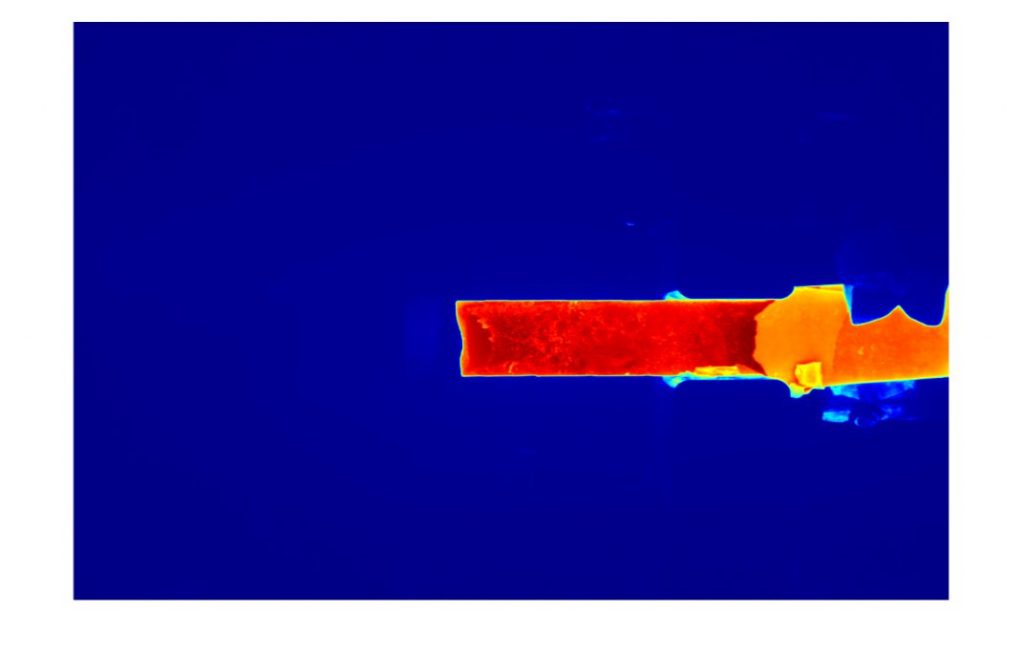
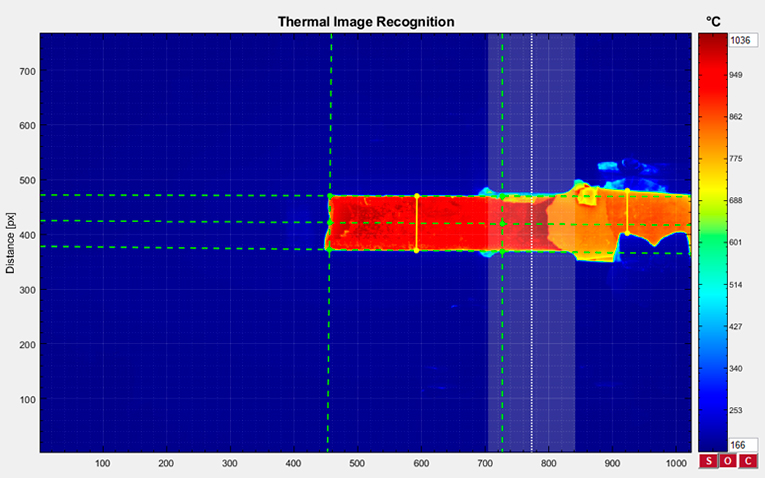
Für die Wärmebildkamera, die Fridtjof Rudolph und seine Kollegen nutzen, bedeuten solche Rahmenbedingungen keine ernsthafte Herausforderung. Die VarioCam HD head 800 von Infratec mit 1.024×768 IR-Pixeln verfügt über eine sehr gute thermische Empfindlichkeit, mit der sich feinste Temperaturunterschiede charakterisieren lassen und das dank der Mehrkennlinien-Temperaturkalibrierung bei einer Messgenauigkeit von ±1%. Als Vorteil erweist sich die Präzisionsoptik mit hoher Lichtstärke von f/1.0, erstklassiger Transmission, einer speziellen Beschichtung sowie einer geringen Verzeichnung. Dank der Kombination aus Kamera, Optik und der vom IBF konzipierten Bildverarbeitungssoftware sind Temperaturmessungen mit einem Abstand von rund 2 Metern auf den bis zu 1.200°C erhitzten Bauteilen mit Geometriebestimmungen problemlos mit mehr als 20fps realisierbar. Dabei schützt das IP67-Gehäuse die Kamera gegen den vom Zunder verursachten Staub sowie den Dampf heißer Schmierstoffe. Installiert ist die Kamera so, dass sich das Werkstück möglichst frontal zu ihr befindet. Bei der Messung der Oberflächentemperatur kommt dem IBF der großflächige IR-Detektor mit über 786.000 Messpixeln der Kamera entgegen. Die hohe Auflösung sorgt dafür, dass die Geometrie des jeweiligen Messobjektes exakt erfasst und die Anzahl der Messungen so niedrig wie möglich gehalten werden kann. Die Messwerte fließen synchron zum Schmiedeprozess in die Berechnungen der Vergleichsformänderungen und eines Temperaturmodells ein. Das Temperaturmodell berücksichtigt Faktoren wie die Wärmeleitung des Bauteils, Konvektion sowie Strahlung und Abkühlung des Bauteils durch den Werkzeugkontakt. Die für den jeweiligen Messzeitpunkt berechneten Daten zur Mikrostruktur des Werkstückes vervollständigen das Prozessmonitoring. Am Ende resultiert aus allem eine bildliche Information, mit deren Hilfe der Bediener der Presse erkennt, wie er den Schmiedeprozess weiter steuern sollte.