Vetec Ventiltechnik beschäftigt am Standort in Speyer derzeit rund 120 Mitarbeiter und ist eine Tochtergesellschaft des Samson-Konzerns. Das Unternehmen besitzt einen großen und modernen Maschinenpark. Im Bereich der NC-Fertigung finden sich hier neben drei großen Horizontalfräsmaschinen mit einem maximalen Aufspanngewicht von drei Tonnen zahlreiche zyklengesteuerte NC-Drehmaschinen, Bearbeitungszentren, CNC-Drehmaschinen und Bandsägen. Fachkräfte stellen im Zwei-Schichtbetrieb Gehäuse sowie Innen- und Antriebsteile für die Ventile her. Neben kohlenstoffhaltigem und nicht-rostendem Stahl werden in Speyer zudem Werkstoffe wie Titan, Zirkon sowie zahlreiche Sonderlegierungen verarbeitet. Sven Donner ist seit knapp zwei Jahren als Produktionsleiter im pfälzischen Unternehmen tätig. Der 34-jährige Maschinenbauingenieur hatte von Beginn an die Produktivität des Maschinenparks im Blick. Er betont, wie wichtig es für ihn und das Unternehmen ist, „die Prozesse und Abläufe auf Knopfdruck auswerten und vor allem in Echtzeit überwachen zu können“. Für Donner war es von großer Bedeutung, die Rüstzeiten der Maschinen exakt messen und auswerten zu können: „Wir als Produzent von Sonderlösungen im Maschinenbau fertigen meist in der Losgröße 1 – da ist es elementar, die Rüstzeiten im Griff zu haben.“ Er erklärt weiter: „Bislang gab es bei Vetec kein Maschinen-Daten-Erfassungssystem (MDE-System), auf welches wir hätten zurückgreifen können, daher musste rasch eine Lösung gefunden werden.“ Fündig wurde der Spezialist für Ventil-Regelaufgaben bei Werma Signaltechnik im süddeutschen Rietheim-Weilheim: Der Hersteller von Signalgeräten bietet ein einfaches, funkbasiertes MDE-System an, welches sich jederzeit nachrüsten lässt. Dabei ist Smart Monitor eine MDE-Alternative für Industrieunternehmen, die auf Knopfdruck belastbare Daten für die Optimierung ihrer Fertigungsprozesse suchen. Donner plädierte daher für die Installation des Systems: „Es war einfach klasse, sofort mit der Text-Box von Werma loszulegen und das MDE-System live in der eigenen Produktion testen zu können.“

Das MDE-System im Überblick
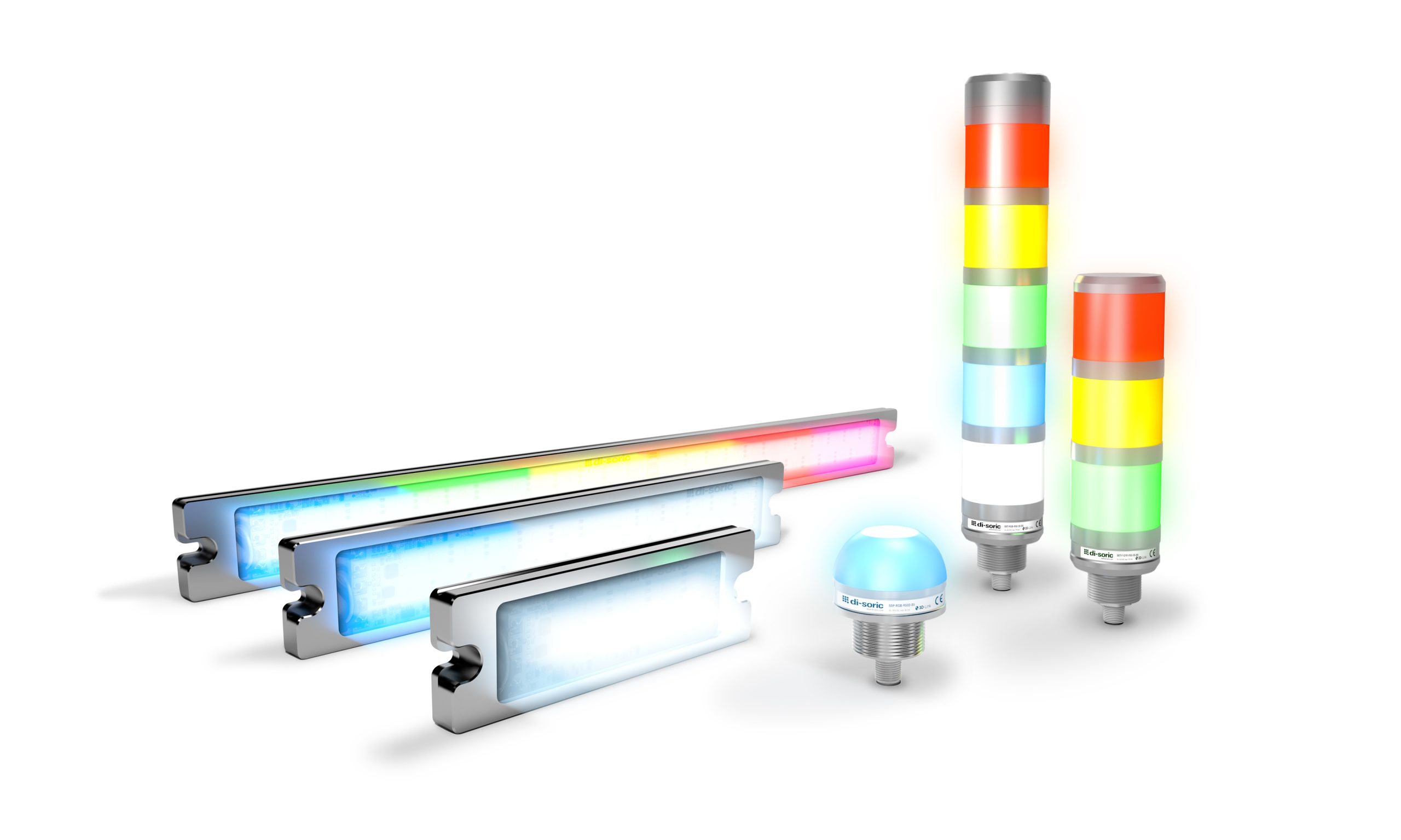
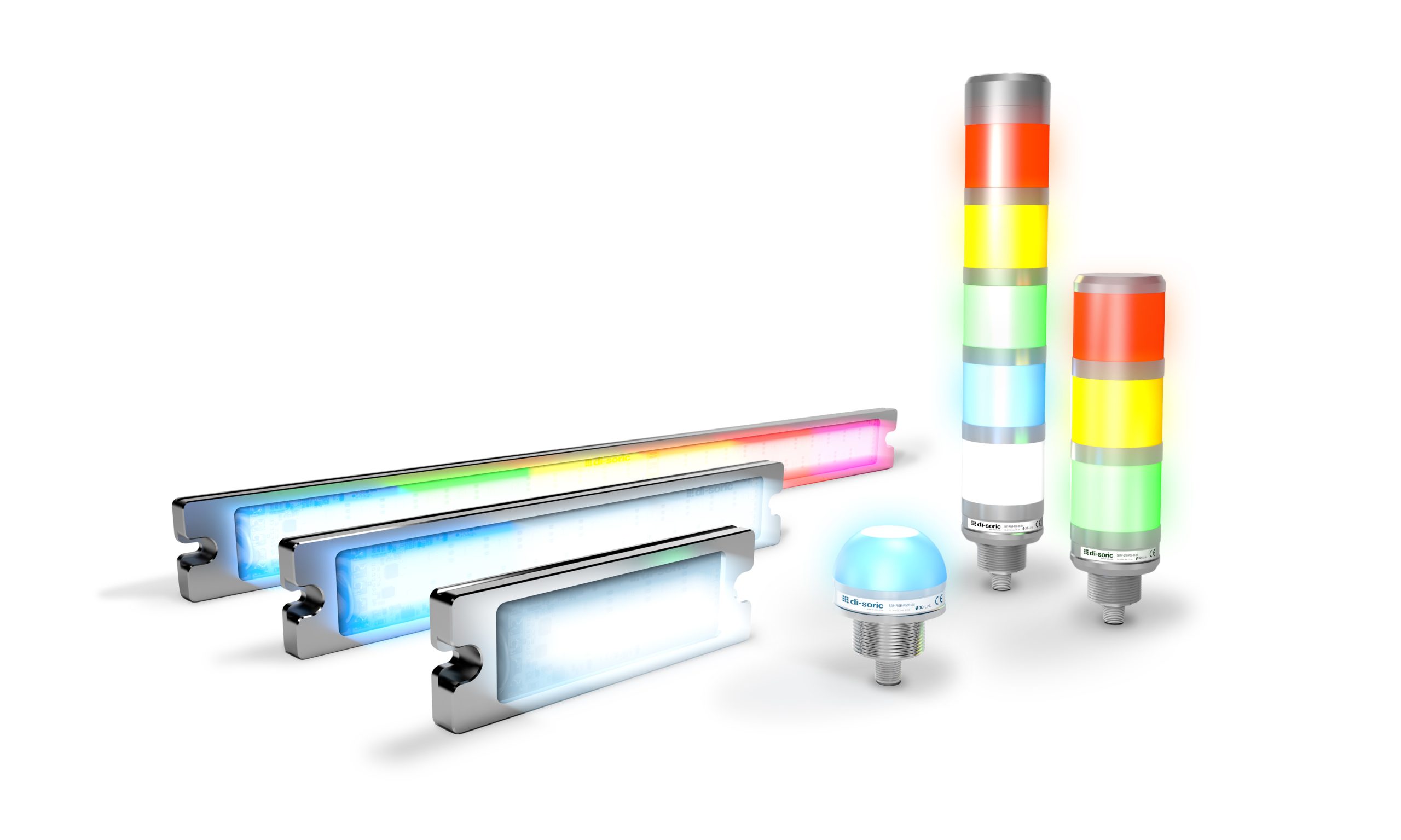
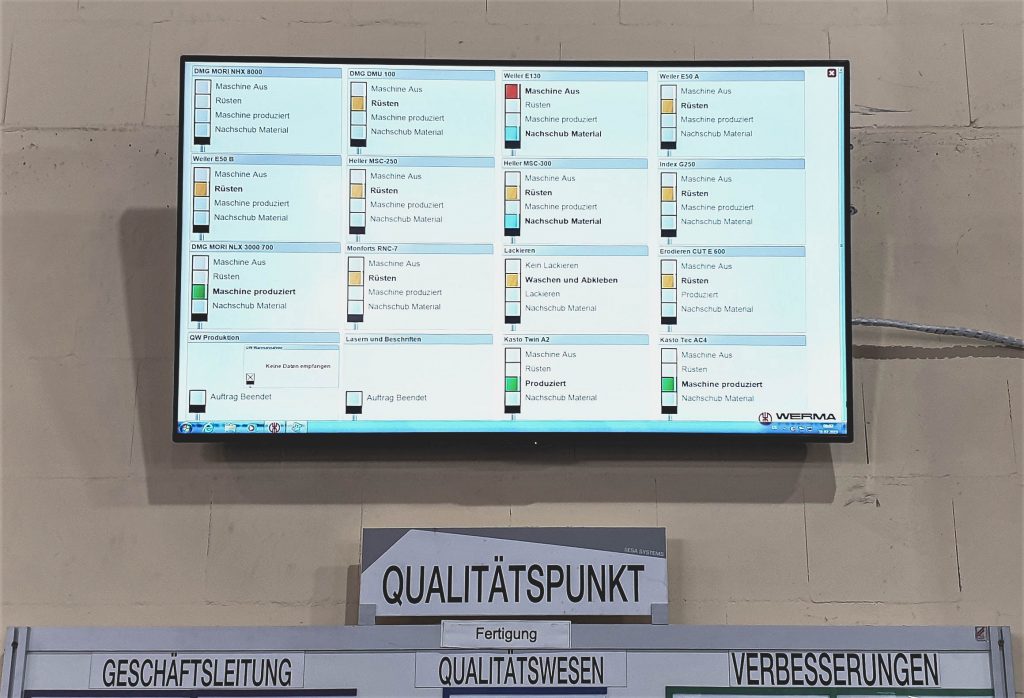
Smart Monitor besteht lediglich aus den Funksendern, einem Funkempfänger und der Software. Unabhängig vom Typ, Alter oder Hersteller der Maschine – das MDE-System braucht nur eine Werma-Signalsäule als Schnittstelle. Dabei wird der Funksender Win Slave in die bereits vorhandenen Signalsäule einfach per Plug & Play integriert und überträgt sofort die Zustände der Lichtelemente per Funk an den Empfänger Win Master. Dieser ist an den USB-Anschluss eines zentralen Rechners angekoppelt und sammelt die Daten aller ins Netzwerk eingebundenen Sender. Zudem überträgt und sichert er die Daten in einer Microsoft SQL-Datenbank. Dank der Signalisierung vor Ort, der Anzeige am Leitstand oder einer Benachrichtigung auf dem Smartphone können Reaktionszeiten erheblich verkürzt und der Fertigungsprozess optimiert werden. Zudem wird kein Stillstand mehr verpasst und sämtliche Zustände werden dokumentiert. Die Reports zeigen darüber hinaus Möglichkeiten zur dauerhaften Prozess- und Produktivitätssteigerung auf.
Signalsäulen zur visuellen Anzeige
„Wir starteten unseren Test mit dem MDE-System bei einer CNC-Drehmaschine, welche wir schon länger im Verdacht hatten, unproduktiv zu arbeiten“, sagt Donner. „Hier wollten wir exakt wissen, wie hoch die Rüstzeiten sind und wie wir diese Zeiten verkürzen können, um endlich produktiver zu arbeiten.“ Da man bei Vetec schon lange auf Signalsäulen von Werma setzt, welche an jeder Maschine Störungen anzeigen und so eine visuelle Überwachung ermöglichen, musste lediglich der Funksender in die vorhandene Säule integriert werden. „Es konnte sofort losgehen“, freut sich Donner. „Man sah schon nach einem Tag erste Ergebnisse: Wir stellten fest, wie unglaublich hoch der Anteil unserer Rüstzeit ist! Dank des System von Werma war es erstmals möglich, produktive und nicht produktive Zeiten zu erfassen, deutlich zu trennen und zu visualisieren.“ Bei Vetec setzt man auf die „klassischen“ Ampelfarben rot, gelb und grün, da diese leicht verständlich und eindeutig sind: Das rote Licht leuchtet, wenn die Maschine ausgeschaltet ist. Das gelbe Licht signalisiert Rüstvorgänge, während grün die produktiven Zeiten anzeigt. Das Signal „Zyklus-Start“ aus der Maschinensteuerung konnte als Garant für ein unverfälschtes Bild herangezogen werden.

Pilotprojekt ist ein voller Erfolg
Dass die Probephase mit der Test-Box ein Erfolg war, kann Donner nur bestätigen: „Noch während der 30-tägigen Testphase entschieden wir uns dafür, das Projekt auf die gesamte mechanische Fertigung am Standort Speyer auszurollen.“ Der Betriebselektriker integrierte die einzelnen Slaves in die Signalsäulen, welche gut sichtbar oberhalb der Maschinen an der Stromschiene montiert sind. Dabei übernahm das Unternehmen die Farbbelegung der Säulen unverändert aus dem Pilotprojekt, so dass der Status einer jeden Maschine auf Anhieb ersichtlich und für jeden verständlich war. Die teils verwinkelte Gebäudestruktur des Produktionsstandortes in Speyer sowie die großen Distanzen stellten für das System keine Herausforderung dar: Da jeder Slave gleichzeitig als Repeater fungiert und somit das Funksignal verstärkt, war eine optimale und durchgängige Funkverbindung von Beginn an gewährleistet.